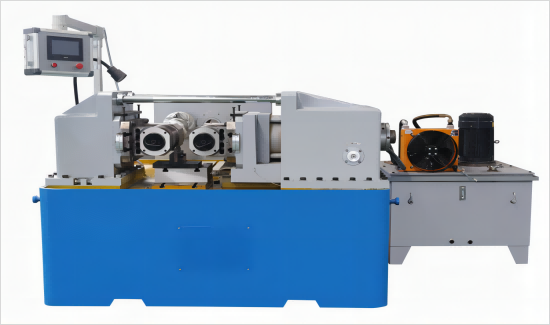
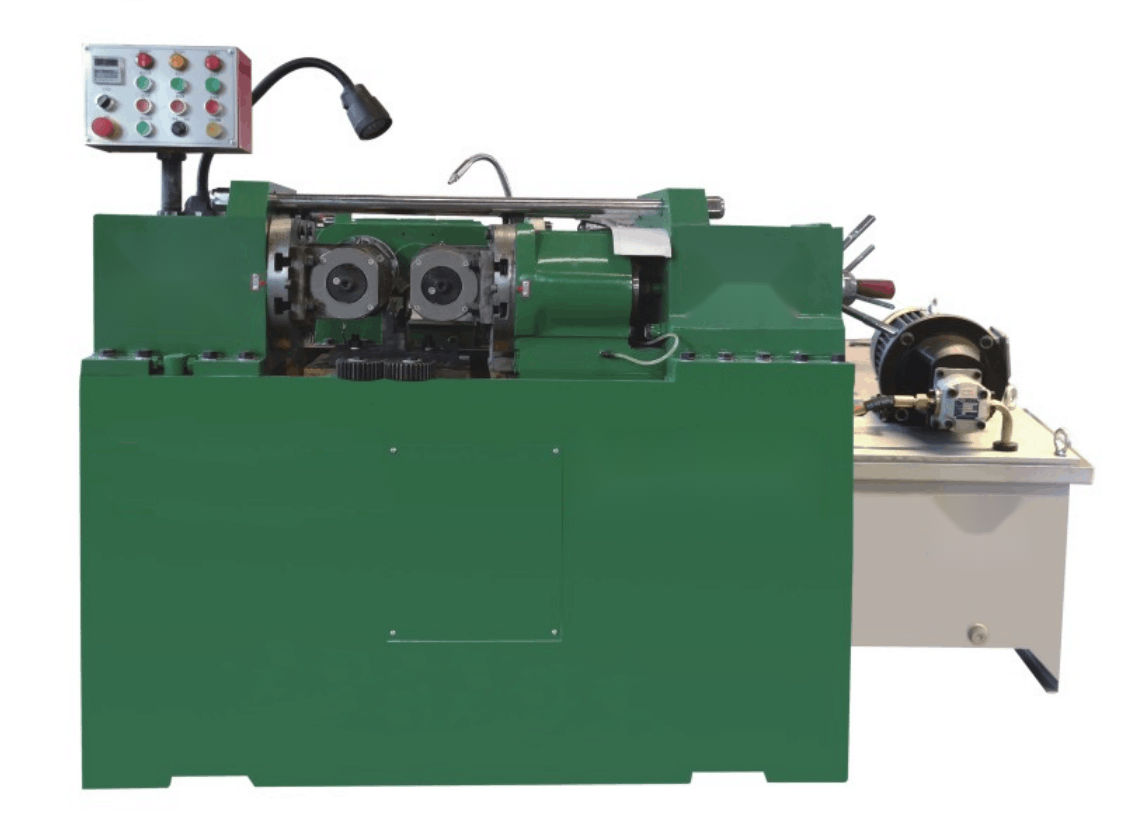
Itseporaava ruuvikierrevalssauskone
Yksityiskohdat
Toimintaperiaate
Rinnakkaislevyjen rakenne: Ruuvikierrevalssauskoneessa on kaksi yhdensuuntaista levyä, kiinteän levyn pituus vakiona ja joiden tulisi olla yli 20 kertaa käsiteltävän kohteen halkaisija, mutta enintään 35 kertaa. varmistaa valmiin tuotteen tarkkuuden ja vakauden.
Vaatimukset kierrosten lukumäärälle: Laitteen suunnittelu edellyttää, että puuruuvien hammaslevyn kierrosluku on vähintään 6 kierrosta ja koneruuvien vähintään 4 kierrosta. Jos kierrosten lukumäärä ei riitä, työkappale pakotetaan pursottamaan ja tuottaa soikeaa tai muuta epänormaalia muodonmuutosta, joka vaikuttaa materiaalin rakenteeseen ja valmiin tuotteen laatuun.
Yhteenveto eduista
Jätetön tuotanto: Suora puristusprosessi, ei leikkausjätettä, säästää materiaalikustannuksia.
Korkea hyötysuhde: Nopea tuotanto parantaa tuottavuutta ja soveltuu massatuotantoon.
Korkea viimeistely: Valmiilla tuotteilla on korkea pintakäsittely ja hieno ulkonäkö.
Tasainen tarkkuus: Varmista, että jokaisen valmiin tuotteen tarkkuus on johdonmukainen, paranna tuotteen laatua.
| Malli | Suurin leikkaushalkaisija | Max. BlankLength | Die Mitat (w) | Die Mitat (t) | Moving die minension(l) | Kiinteän muotin mitat (l) | Tuotantonopeus | Rungon moottorin teho | P*L*K | Paino |
| yksikkö | mm | mm | mm | mm | mm | Kpl/min | KW | mm | KG | |
| UST-003 | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1050x790x1150 | 600 |
| UST-003A | 3 | 30 | 20 | 30 | 75 | 65 | 200-245 | 1.5 | 1100x850x950 | 650 |
| UST-003 Täysin suljettu | 3 | 25 | 15 | 25 | 55 | 45 | 420-480 | 0,75 | 1060x830x1140 | 680 |
| UST-004 Täysin suljettu | 4 | 30 | 20 | 30 | 80 | 65 | 320-380 | 2.2 | 1290x975x1330 | 650 |
| UST-004B suppilo | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2.2-6级 | 1995x1410x1490 | 1000 |
| UST-004B puolisuljettu tärinälevy | 4 | 40 | 25 | 40 | 90 | 75 | 260 | 2.2-6级 | 1730x1260x1420 | 1100 |
| UST-004CB puolisuljettu suppilo | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1250x1400 | 1500 |
| UST-004CB puolisuljettu tärinälevy | 5 | 55 | 25 | 55 | 105 | 90 | 220-240 | 3 | 1850x1380x1400 | 1600 |
| UST-15B | 6 | 55 | 25 | 55 | 125 | 110 | 180 | 5.5 | 2000x1550x1450 | 1750 |
| UST-15B | 6 | 80 | 25 | 80 | 125 | 110 | 180 | 5.5 | 2000x1550x1450 | 1900 |
| UST-15B | 6 | 105 | 25 | 55 | 125 | 110 | 160 | 5.5 | 2000x1650x1500 | 2000 |
| UST-20B | 8 | 105 | 25(30) | 105 | 170 | 150 | 140 | 7.5 | 2450x1820x1600 | 2850 |
| UST-20LL | 8 | 200 | 25(30) | 105 | 170 | 150 | 60-110 | 11 | 2800x2000x1600 | 4000 |
| UST-30 | 12 | 155 | 40(38) | 158 | 215 | 190 | 60 | 22 | 3290x1600x1700 | 5500 |
| UST-25 tärinälevy | 10 | 155 | 25(30) | 155 | 170 | 150 | 120 | 11 | 2800x1900x1550 | 3600 |
| UST-30 tärinälevy | 12 | 150 | 40(38) | 155 | 215 | 190 | 50-90 | 15 | 3420x1680x1795 | 5500 |
| UST-40 | 20 | 200 | 50(45) | 155 | 265 | 230 | 45-60 | 30 | 3500*2500*1950 | 8500 |

Puolisuljettu

Täysin suljettu

Itseporaava ruuvikierrevalssauskoneen lopputuote